| |
|
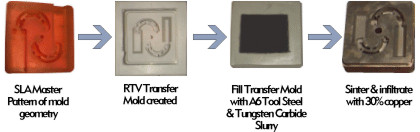
3D Keltool is a unique, commercially proven moldmaking solution that creates production inserts in a prototype timeframe. 3D Keltool produces moldmaking inserts ideal for injection molding and die casting in 8 calendar days. 3D Keltool is a process that is complementary to CNC and EDM machining. It's a tool in the moldmaker's toolbox providing a flexible solution that is used to produce prototype, bridge and production molds. The 3D Keltool process starts with the mold cavity and core designed in 3D CAD. Once the tool design has been finalized, .stl files are output from the CAD files. The stereolithography apparatus (SLA) quickly and accurately produces Master Patterns of the cavity and core using the .stl files. The stereolithography cores and cavities are called "Master Patterns" because the 3D Keltool process uses them as patterns to produce silicone rubber transfer molds. Stereolithography is the ideal companion for the 3D Keltool process due to its ability to quickly create highly detailed and accurate Master Patterns. The moldmaker determines the quality of the insert by finishing the stereolithography Master Pattern. Once the SLA Master Patterns are produced, the moldmaker can finish the Epoxy resin-based Master Patterns in less time than it takes to finish the steel insert. Because 3D Keltool replicates the tool geometry, the quality of the stereolithography Master Patterns determines the quality of the 3D Keltool mold inserts. Using the SLA Master Pattern, an RTV Transfer Mold is produced. It is then filled with a thoroughly mixed "slurry" of 70% A6 tool steel powder, tungsten carbide powder, and 30% epoxy binder which is used to bring the two powders together. Once this slurry has cured in the mold, this "green part" is de-molded and is ready for sintering. The green parts are placed into a graphite furnace boat, which is then loaded into a hydrogen-reduction furnace. During sintering the binder material is burned off resulting in a "brown part" that is 70% A6 steel and tungsten carbide, and 30% void (air). The final step is to infiltrate the open spaces in the brown (sintered) part wit copper. The resulting part is a fully dense, production moldmaking insert comprised of 70% A6 tool steel and tungsten carbide, and 30% copper. The 3D Keltool Process
The 3D Keltool process yields durable production steel inserts that are 70% A6 tool steel and tungsten carbide, and 30% copper. The hardness of the inserts is 30-34 Rc and 46-50 Rc after heat-treating. The A6 tool steel material provides excellent wear-resistance and low distortion while the tungsten carbide ceramic material provides superior hardness and durability. The copper material delivers added strength and increased thermal conductivity resulting in reduced cycle times approximately 30% faster than P20 steel inserts. The process reliably and repeatedly produces accurate parts and can be counted on to maintain a shirnk factor of only 0.6% (this shrinkage is linear and isotropic and is easily added in during the stereolithography Master Pattern build process -- there's no need to add it to the CAD file). 3D Keltool inserts can be as large as 5.90 x 8.50 x 4.00 inches (150 x 215 x 100, up to 145 mm). The Z dimension can extend up to 5.75" or 145 mm. Note that the total volume should not exceed 144 cubic inches (2.3 cubic liters). For larger part requirements, multiple 3D Keltool inserts can be press-fit together in the mold bases.
| ||
|